I'll be happy to share. You've touched a lot of ground in your post so I'll take a whack at some of that.
I've got a Techno, it's not 4x8 because I didn't have the room, otherwise definately a good idea because you can have multiple fixtures permanently mounted to the table and not have to spend time aligning them.
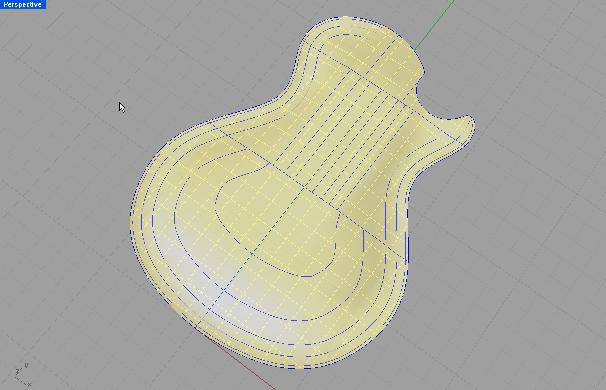
I use Rhino for a lot of my modeling along with Onecnc although I have a copy of VM. I can help with the carved top modeling; there are several methods however I've had the best results using a patch surface over a set of guide curves created by offsets from the body perimeter. Here's a sample singlecut top, the dish is only 1/32" the rendering makes it seem like more.
Speeds and feeds are something you are going to have to tweak for what you are doing. For finishing operations I'll go 100-150 ipm easily, for roughing I may be down at 75 ipm. The machine accelerates up to the speed you indicate so the smaller the area to be machined, the less real cut speed you can have. You could buy big $ servos to cut at 1000 inches per second but if you are cutting a 12" wide solidbody it cannot ever get to that speed over that distance. There's obviously a point where you overrun the power of the spindle/bit and rip the wood off the fixture or rip it apart so there is a balancing act. Techno can help size the machine right and you'll have to work out the rest.
Shoot away with more specific questions and I'll try to help.